Файл для 3d-принтера
Про то как сделать модель в AutoCADe, точнее STL файл было тут:
http://akostina76.ucoz.ru/blog/2016-01-19-2509
Получаемый таким образом STL это трёхмерный набор точек и их отсутствия. А принтеру надо возить туда-сюда экструдер, т.е перемещать его в конкретные точки. Кроме того делать фигурку для просмотра сплошной это непонятный излишний расход пластика. Намного логичнее сделать её внутри такой сеткой:

А фигурка с сеткой внутри это уже не исходный сплошной STL файл а нечто другое.
Файл для печати имеет расширение GCODE. Подозреваю, что в нем содержится последовательность перемещение (X,Y,Z) позволяющая нарисовать модель катаясь по этой траектории.
Для преобразования STL в QCODE используется программа Cura (какой-то версии). При её запуске справа появляется пустой стол, а слева настройки печати:
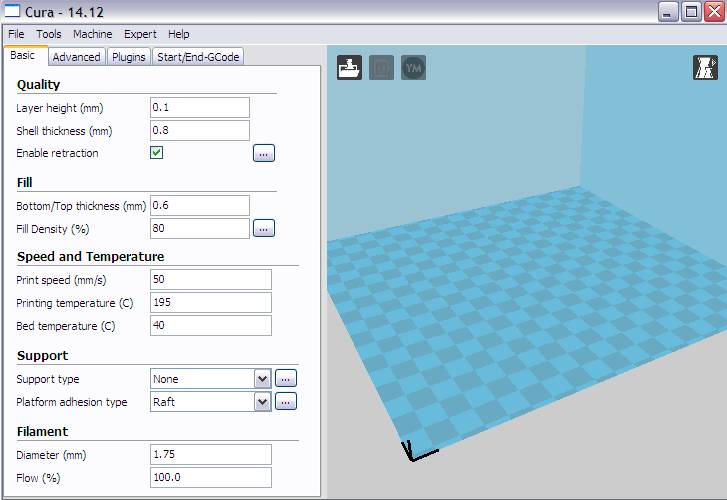
Это разные вещи, это два независимых набора данных которые должны объединиться и выдать файл GCODE, по которому будет работать принтер.
Меню File:
… позволяет загрузить не только модель (STL) но и настройки печати. Проще всего взять их из имеющегося на SD карте файла «wanhao OK.gcode».
Настройки можно менять и руками. Например плотность внутреннего заполнения 15% означает что траектория движения будет такой:
Если требуется прочность и сплошное заполнение, то можно задать 80% и будет так:
Если при просмотре слоёв опустить курсор совсем низко то видно что вначале принтер будет рисовать какую-то решётку:
…и только потом перейдёт к печати основной модели. Понятно что такой штуки нет в исходной модели STL. Её добавляет и рассчитывает программа делающая файл для печати. А делает она это для того чтобы модель было проще снимать со стола. Подставка цепляется к столу не всей своей поверхностью а этой меньшей по площади решёткой. Потому её проще оторвать.
Так выгладит подставка если на неё смотреть снизу:
Фотоаппарат не справился. Близко видно что на решётке под углом 45 градусов лежат нити следующего слоя. Подставка после печати легко отламывается.
Она же показывает что принтер может справиться с рисованием маленьких дырок. Вот так под винт рисовать не надо:

Можно спокойно делать круг потому что не порошок из сопла сыплется а тянется ниточка вполне способная повиснуть над дыркой если дырка не очень большая.
В книге с описанием на странице 27 даны рекомендуемые температуры для печати:
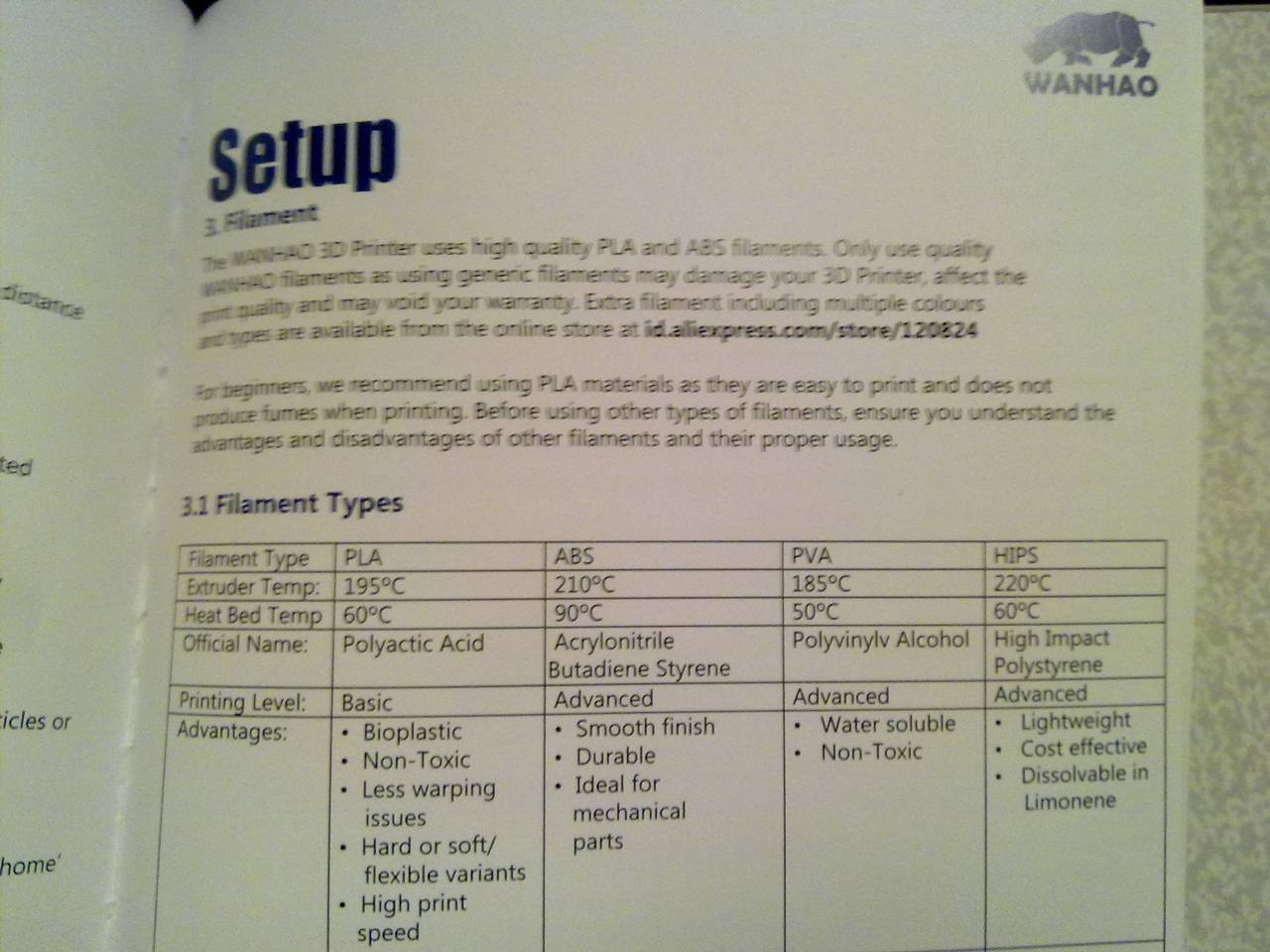
В тестовом файле они для PLA чуть другие:
Толщина слоя (Layer height) это так понимаю качество печати. Про остальные настройки не знаю.
Утверждается что принтер может использовать 4 типа пластика. Про PLA я сейчас пишу. ABS так понимаю такой же но выдерживает более высокие температуры. PVA непонятно зачем. Обычно он используется для печати так называемых поддержек теми принтерами которые могут печатать сразу двумя экструдерами. Это позволяет печатать модель любой формы со всеми висящими в воздухе поверхностями. При печати они лежат на том самом (тоже печатаемом) PVA (который заполняет пустоты). Потом PVA растворяется обычной водой.
Пластик HIPS это гибкая резина. Утверждается что им тоже можно печатать, хотя в магазине сказали что нельзя.
Программа Cura вполне в состоянии сама расставить на столе несколько последовательно загруженных моделей в формате STL:
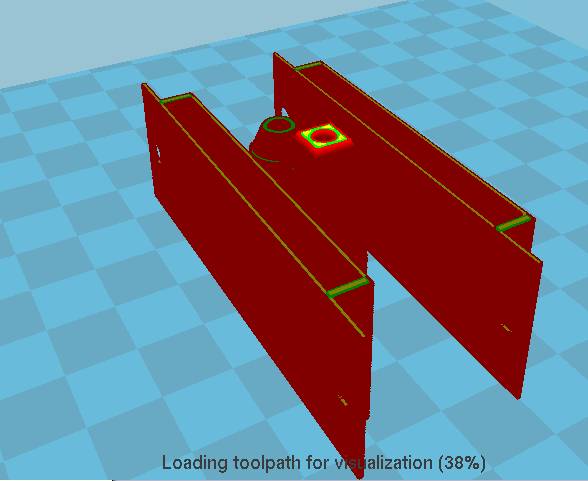
… т.е засовывать всё в один STL нет смысла.
Созданный файл GCODE можно копировать на SD и отправлять на печать.
|