Припуски и 3d-печать
Обычный вид технических данных по припускам вала и отверстия:

Таблица содержит не только размеры, но и допустимые припуски. Напечатанные детали для двигателей:

Тут в числе прочего было несколько проб припусков разных размеров. Припуск по длине в кассете для магнитов был 0.1мм с каждой стороны (т.е всего +0.2мм). Его не хватило. Точнее впихнуть, наверное можно, но припуск слишком мал. Надо больше.
Припуск отверстия в маленькой шестерёнке на вал маленького двигателя – 0.2мм (0.4мм на диаметр). Влез с трудом. Видимо, и тут надо больше (но уже некуда).
Со слов Top3DShop:
Точность у этой печати по оси Z составляет 50-100 микрон, по осям X и Y 100-200 микрон, плюс у ABS пластика есть небольшая усадка, порядка 2%.
На 48мм я эту усадку не вижу. К тому же понятно чем измеряю.
Штука при кручении в руках явно очень прочная (а это самый простой ABS пластик). Желательно, что называется, без фанатизма, но стенки в 1мм можно делать без проблем. Никакого намёка нет на то, что это может сломаться без серьёзного усилия. И шуруп в него не вкручивается без всё тоже же серьёзного усилия.
Экспериментальные припуски на радиус:
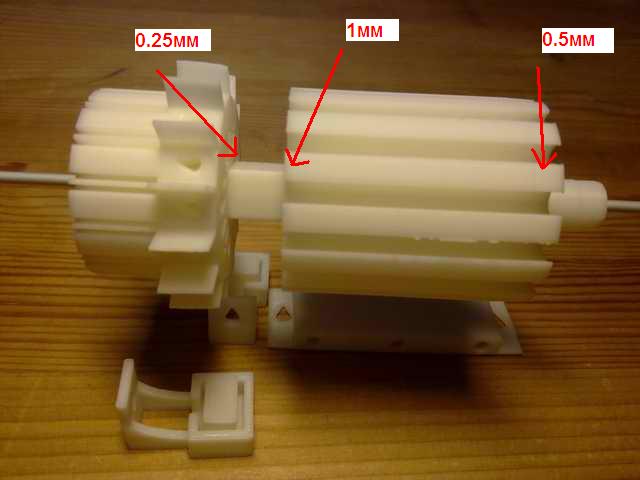
Много – не мало. Излишек легко исправить наматыванием изоляционной ленты, например. Даже минимум 0.25мм (0.5мм – общий) не фиксирует детали. Т.е должно быть ещё меньше, но с пониманием, что материал твёрдый и так просто сточить может и не удастся.
200 микрон это 0.2мм:
http://www.translatorscafe.com/cafe/RU/units-converter/length/c/
Потому мои суммарные 0.5 (т.е 500 микрон) закономерно болтаются. Из чего вывод: видимо если соединяются две напечатанные детали можно без особых опасений ставить припуск 0.1мм.
|