Вырезание винта
Тут:
https://akostina76.ucoz.ru/blog/2021-04-08-7022
… в качестве примера был приведён винт, с лопастями, наклонёнными под углом 45 градусов. По моим начальным представлениям вырезать такое должно быть совсем просто. Но оказалось чуть сложнее, чем предполагалось. Я решила посмотреть, как там надо менять угол наклона фрезы. По идее требуется какое-то пространственно -геометрическое воображение, но у меня с этим довольно плохо.
Нужно такую форму:
Чтобы её сделать, фреза должна обрабатывать ближайший к ней край. Будущий винт постепенно поворачивается. Когда повернётся на 60 градусов от нарисованного, картинка будет такая же, но лопасть следующая.
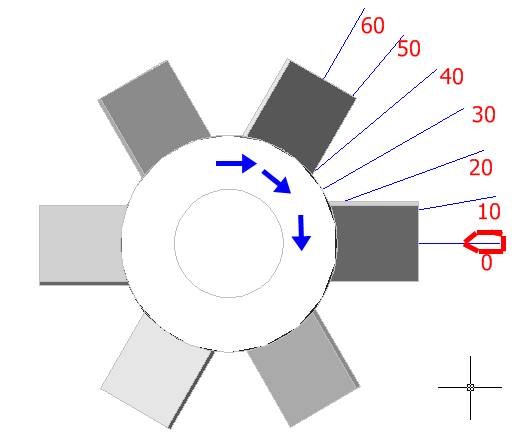
Пусть я смотрю на заготовку из нулевого положения:

Если я буду смотреть совсем сбоку то будет так:

… т.е я могу водить фрезой строго вертикальной к цилиндру – крепежу лопастей.
А если я поверну винт на 10 градусов:

… то будет так:

… т.е я вижу отсюда низ лопасти. Значит, чтобы её выточить надо постепенно менять угол наклона фрезы.
Самое интересное, что углы такие:
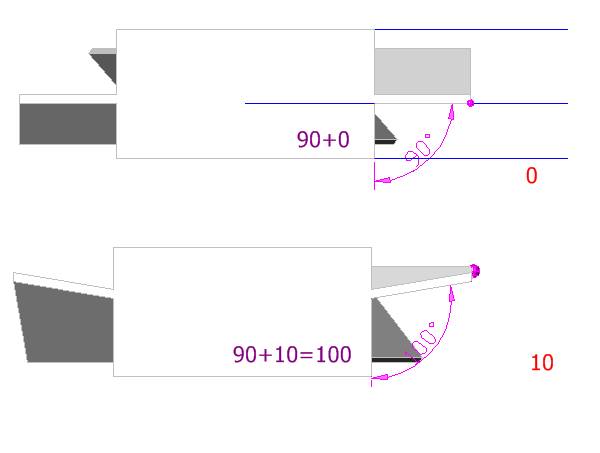
Т.е при повороте на 10 градусов и угол пластины меняется на 10 градусов от исходного прямого угла. Скорее всего, это как-то очевидно, но мне не сообразить почему.
На других углах также:

На 20 и 30 градусах никаких лопастей нет, потому можно просто точить до корпуса:
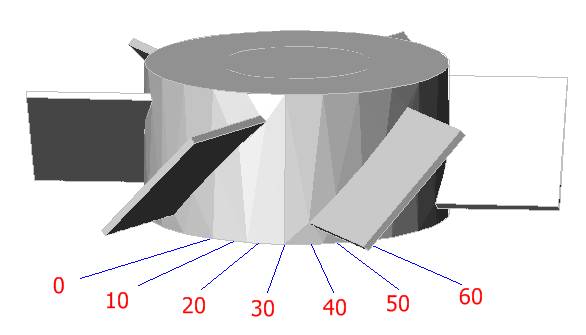
… а на следующей картинке будут всё те же 90 градусов. По рисунку так получается. А почему так по геометрии, не возьмусь сказать.
Здесь мне удаётся обойтись только поворотом фрезы вверх и вниз. Но вообще-то её обычно можно крутить как угодно.
Обычно 5 осей – координат:
https://infofrezer.ru/stati/tekhnologiya-5-ti-koordinatnoj-obrabotki-na-frezernykh-stankakh-s-chpu/
Большинство современных моделей фрезерных станков с ЧПУ осуществляют обработку заготовок по трём независимым координатам. При этом фреза совершает продольное (Х) и поперечное (Y) движение в горизонтальной плоскости (параллельно рабочему столу с закреплённой заготовкой), а также вертикальное перемещение «Z» (в плоскости, перпендикулярной заготовке). При наличии специального поворотного устройства (для обработки цилиндрических заготовок), одно из горизонтальных перемещений фрезы (чаще всего — поперечное, вдоль координаты Y) заменяется поворотом самой заготовки вокруг своей продольной оси. Однако в любом случае траектория движения фрезы определяется только тремя независимыми координатами. При этом, технологических возможностей станка оказывается достаточно для обеспечения перемещения фрезы по сложному маршруту и одновременной обработки нескольких поверхностей без изменения положения заготовки.
Нетрудно догадаться, что при расширении степеней свободы перемещения фрезы до пяти, возможности станка возрастают ещё больше. Так называемая «5-ти координатная обработка» означает, что к вышеописанным движениям фрезы по трём координатам добавляется поворот вокруг двух осей (т. е. наклон инструмента). На практике изменение угла инструмента относительно заготовки может осуществляться поворотом рабочего стола (платформы) и/или наклоном самого шпинделя. Соответствующее усложнение конструкции и удорожание станка компенсируется существенным расширением технологических возможностей.
|